

 您所在的当前位置:
您所在的当前位置:
一、国外圆锥破碎机控制系统的主要参数控制选取了主传动电动机功率和破碎机排矿口尺寸两个参数作为被控变量,通过检测给矿量、压力、功率、油温、排矿口尺寸等来动态调整排矿口尺寸和给矿速率,其目标函数是排矿口尺寸最小、给矿量最大。系统的所有控制动作均是向这两个目标逼近。比较典型的挤满给矿控制策略见图1。
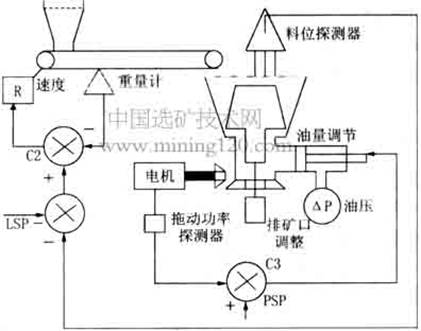
图1 破碎机挤满给矿控制
二、武钢程潮铁矿采用基于PROFIBUS总线的PLC-SCADA系统,对NordbergHP500破碎机实现给矿自动控制,见图2。
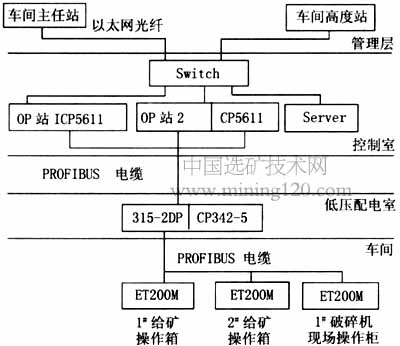
图2 破碎给矿自动化系统网络结构
系统选择西门子S7300系列PLC(315-2DP)作为主控制器(CPU),安装在低压配电室。根据车间现场的实际布局,选择3块ET200M模块作为远程I/O,实现给矿和破碎机现场操作和状态指标等,CPU与远程I/O之间通过PROFIBUS-DP接口通讯,完成破碎机的给矿自动控制。在控制室设操作计算机两台(OP站1和OP站2),互为备份。两台计算机上安装CP5611通讯板卡,在PLC上安装CP342-5通讯处理模块,3者之间通过PROFIBUS总线进行信息交互。两台操作站主要实现给矿系统工艺流程和工艺数据实时显示,实时监控破碎机运行情况,如负荷曲线、运行时间、油温、供油压力等关键参数。另有查询功能、历史曲线、报警、参数设置、报表统计等功能。采用美国Intellution(黄特娄迅)公司的iFIX工控组态软件iFIX,运行环境为Windows2000。
控制室另设服务器1台(Server),通过交换机Switch还可与车间主任、车间调度联网,从而使管理层及时了解一线的生产和设备运行情况。
系统中采用串级控制方法极大地提高了系统的动态品质,充分发挥了破碎机的处理能力,与人工相比,挤满给矿率由以前人工操作时的50%左右提高到目前的85%以上,实现了控制目标。此外,由于稳定了破碎工况,从而最终提高了与之相关的磁选、筛分等相关工艺流程的整体运行效率。
三、马钢南山矿业公司在凹选车间破碎工艺流程改造中,在矿业公司、选矿调度室与碎矿车间建立了一个技术先进、安全可靠、扩展性强、维护方便的碎矿全流程计算机控制系统和视频监控系统,利用先进的工业以太光纤网络将粗碎、中碎、细碎、高压辊磨(超细碎)、筛分各控制分站的流程组态画面、工艺参数、设备状态、工作场景实况等向中央监控主站进行传送。同时,中央监控系统主站将生产指令传动到粗碎、中碎、细碎以及高压辊磨各分站,对整个系统实现实时有效地监控。这对即将引进高压辊磨机的有关矿山,如何安全有效地控制高压辊磨机的运行,发挥其最大的效益,将起到很好的借鉴参考作用。系统网站拓扑结构见图3。
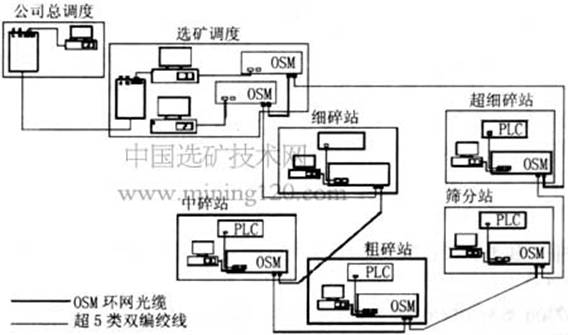
图3 南山矿凹选车间及超细碎自控系统网络拓扑结构
本文地址:http://www.fuhepo.cn/S501.html
相关文章: